
In metal cutting, there are different workpiece materials, and their cutting formation and removal characteristics are different. How can we grasp the characteristics of different materials? ISO standard metal materials are divided into 6 different types, each with unique characteristics in terms of machinability.
Today we will explore the cutting characteristics of different metal materials and their applications in CNC machining. For those of you who enjoy machining, this will be a highly informative article. Please join me in delving deeper into it!

Metal materials are divided into 6 categories:
(1) P-steel
(2) M-stainless steel
(3) K-cast iron
(4) N-Nonferrous Metals
(5) S-heat-resistant alloy
(6) H-Hardened steel
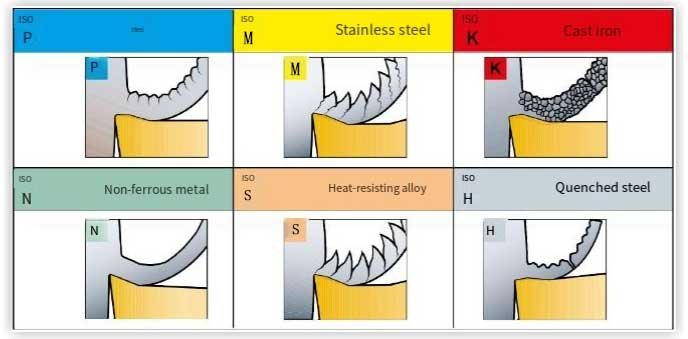
↑↑Cutting characteristics of different materials↑↑
CNC machining and cutting of different metal materials
CNC machining uses pre-programmed computer instructions to control machine tools and equipment for high-precision and efficient metal parts production. Let’s take a look at the basic knowledge of the cutting characteristics of different metal materials.
1.P steel
What is steel?
P steel is a common structural steel widely used in fields such as architecture, bridges, and automotive manufacturing. Cutting P steel requires a medium cutting speed and a small feed rate to avoid excessive cutting force and temperature.
Steel is the largest material group in the field of metal cutting.
Steel can be unhardened or tempered steel (hardness up to 400HB).
Steel is an alloy with iron (Fe) as its main component. It is made through the smelting process.
Unalloyed steel has a carbon content of less than 0.8%, only Fe and no other alloying elements.
The carbon content of alloy steel is less than 1.7%, and alloying elements are added, such as Ni, Cr, Mo, V, W, etc.
| ISO | MC | Materials |
|---|---|---|
| P | P1 | Unalloyed steel |
| P | P2 | Low alloy steel (alloying element < 5%) |
| P | P3 | High alloy steel (alloy element > 5%) |
| P | P4 | Cast steel |
Field of application: Group P is the largest material group in the metal cutting range, as it covers several different industrial areas.
The material is usually a long chip material, capable of forming continuous, relatively uniform chips. The specific chip form usually depends on the carbon content.
Low carbon content = tough viscous material.
High carbon content = brittle material.
machining characteristics:
Long chip material.
Chip control is relatively easy and smooth.
Mild steel is sticky and requires a sharp cutting edge.
Unit cutting force kc: 1500-3100 N/mm²
The cutting force and power required to process ISO P materials are within a limited range of values.

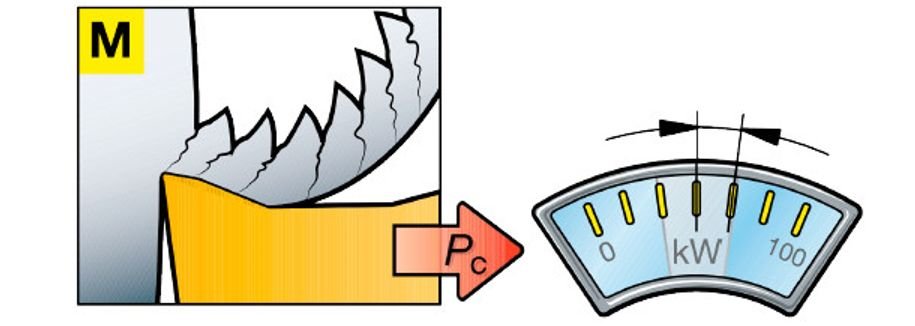
2.M stainless steel
What is stainless steel?
M stainless steel is widely used in many industrial fields due to its corrosion resistance and mechanical strength. However, due to the high hardness and low thermal conductivity of stainless steel, cutting stainless steel may result in high temperatures and concentrated cutting forces.
Stainless steel is an alloy material with at least 11~12% chromium.
The carbon content is usually very low (as low as 0.01% Max).
The alloys are mainly Ni (nickel), Mo (molybdenum) and Ti (titanium).
Forms a dense layer of Cr2O3 on the surface of the steel, making it resistant to corrosion.
| ISO | MC | Materials |
|---|---|---|
| M | P5 | Ferritic/martensitic stainless steel |
| M | M1 | Austenitic stainless steel |
| M | M2 | Super austenitic stainless steel, Ni > 20% |
| M | M3 | Duplex stainless steel (austenite/ferrite) |
Applications: In Group M, the majority of applications are in the oil and gas, pipe fitting, flanges, machining and pharmaceutical industries.
Chip shape: The material forms irregular, flaky chips that have a higher cutting force than ordinary steel. There are many different types of stainless steel. Chip breaking performance (from easy to almost impossible to break chips) varies depending on alloy characteristics and heat treatment.
machining characteristics:
Long chip material.
Chip control is relatively smooth in ferrite and more difficult in austenite and biphase.
Unit cutting force: 1800-2850 N/mm²
High cutting force, chip buildup, heat and work hardening during machining.
3.K cast iron
What is cast iron?
K cast iron is a common casting material widely used in the mechanical and automotive industries. Due to its high hardness and brittleness, cutting K cast iron requires a smaller cutting speed and a larger feed rate
There are three main types of cast iron: gray cast iron (GCI), nodular cast iron (NCI) and vermicular cast iron (CGI).
Cast iron is mainly composed of Fe-C, with a relatively high silicon content (1~3%).
Carbon content of more than 2%, which is the largest solubility of C in the austenite phase.
Cr (chromium), Mo (molybdenum) and V (vanadium) are added to form carbides, increasing strength and hardness but reducing machinability.
| ISO | MC | Materials |
|---|---|---|
| K | K1 | Malleable cast iron |
| K | K2 | Grey cast iron |
| K | K3 | Nodular cast iron |
| K | K4 | Vermicular graphite cast iron |
| K | K5 | Isothermal quenched ductile iron |
Application field: Group K is mainly used in automotive parts, machine manufacturing and ironmaking.
Chip shape: The chip shape of the material varies, from nearly powdered chips to long chips. The power required to process this material group is usually small.
Note: There is a big difference between gray cast iron (which is usually nearly powdery) and ductile cast iron, whose chip breaking is often more similar to steel.
machining characteristics:
Short chip material.
Good chip control in all operating conditions.
Unit cutting force: 790-1350 N/mm²
Abrasive wear occurs when machining at higher speeds.
Medium cutting force.

4.N Non-ferrous metal
What are non-ferrous materials?
Non ferrous metals are another common type of metal material with different cutting characteristics in CNC machining. Non ferrous metals, including copper, aluminum, zinc, etc., have good conductivity and thermal conductivity.
This category contains non-ferrous metals, soft metals with hardness less than 130 HB.
Nonferrous metal (Al) alloys with nearly 22% silicon (Si) make up the largest portion.
| ISO | MC | Materials |
|---|---|---|
| N | N1 | Alloys based on non-ferrous metals |
| N | N2 | Magnesium base alloy |
| N | N3 | Copper base alloy |
| N | N4 | Zinc-base alloy |
Field of application: Aircraft manufacturing and aluminum alloy automobile wheel manufacturers occupy a major position in Group N.
Although the power required per cubic inch is low, the maximum power required is still calculated in order to obtain a high metal removal rate.
machining characteristics:
Long chip material.
If it is alloy, chip control is relatively easy.
Non-ferrous metals (Al) are sticky and require the use of sharp cutting edges.
Unit cutting force: 350-700 N/mm²
The cutting force and power required to process ISO N materials are within a limited range of values.

5.S heat resistant alloy
What is heat resistant alloy?
S heat-resistant alloy has excellent high-temperature resistance and corrosion resistance, and is commonly used in the aviation, aerospace, and energy industries. In CNC machining, due to its unique properties, it is crucial to choose appropriate cutting tools and coolants to avoid material overheating and tool loss.
Heat-resistant alloys (HRSA) include many highly alloyed iron, nickel, cobalt or titanium-based materials.
Group: Iron base, nickel base, cobalt base
Working conditions: annealing, solution heat treatment, aging treatment, rolling, forging, casting.
Features: Higher alloy content (cobalt is higher than nickel) ensures better heat resistance, higher tensile strength and higher corrosion resistance.
| ISO | MC | Materials |
|---|---|---|
| S | S1 | Iron base alloy |
| S | S2 | Nickel-based alloy |
| S | S3 | Cobalt-based alloy |
| S | S4 | Titanium base alloy |
| S | S5 | Tungsten-base alloy |
| S | S6 | Molybdenum base alloy |
Applications: S-group materials, which are difficult to process, are mainly used in the aerospace, gas turbine and generator industries.
The range is wide, but high cutting forces are usually present.
machining characteristics:
Long chip material.
Chip control is difficult (jagged chips).
A negative front Angle is required for ceramics and a positive front Angle is required for cemented carbide.
Unit cutting force:
For heat resistant alloys: 2400-3100 N/mm²
For titanium alloys: 1300-1400 N/mm²
High cutting force and power required.

6.H hardened steel
What is hardened steel?
H hardened steel is a very tough steel, which is widely used in tools, dies, Machine element and other fields. In CNC machining, due to its high hardness, suitable cutting tools and parameters need to be selected during cutting to ensure cutting effect and workpiece quality.
From a machining point of view, hardened steel is one of the smallest subgroups.
This group includes hardness > Tempered steel of 45-65 HRC.
In general, the hardness range of the hard parts being turned is generally between 55 and 68 HRC.
| ISO | MC | Materials |
|---|---|---|
| H | H1 | Steel (45-65 HRC |
| H | H3 | Chilled cast iron |
| H | H3 | Tungsten-chrome-cobalt alloy |
| H | H4 | Ferro-Tic |
Applications: The hardened steels in Group H are used in a variety of industries, such as the automotive industry and its subcontractors, as well as in machine building and mold operations.
Chip shape: Usually continuous, red hot chip. This high temperature helps to reduce the kc1 value, which is important to help solve application challenges.
machining characteristics:
Long chip material.
Relatively good chip control.
Require negative front Angle.
Unit cutting force: 2550-4870 N/mm²
High cutting force and power required.

Basic properties of CNC machining tool materials
The use of the tool is directly related to the machining accuracy, the quality of the surface machining and the machining efficiency. Here are some tips on choosing a tool material to help your project run smoothly.
The use of the tool is directly related to the machining accuracy, the quality of the surface machining and the machining efficiency. Here are some tips on choosing a tool material to help your project run smoothly.
(1) High hardness
The hardness of the tool material at room temperature is generally not less than 62HRC.
(2) Good heat resistance
Tool materials at high temperatures will reduce hardness and lead to failure. All kinds of tool materials can withstand the cutting temperature: high-speed steel is 600℃, carbide is 800℃ ~ 1000℃, ceramic tool is 1200℃.
(3) High wear resistance
Wear resistance is the ability of the tool to resist friction and wear, usually the higher the hardness of the tool material, the harder the better.
(4) A certain toughness
Under the machining conditions of uneven machining allowance, intermittent cutting, bearing impact and vibration, the tool has a certain toughness. The impact toughness of cemented carbide is lower than that of high-speed steel, and the ceramic tool is lower.
(5) Good thermal conductivity
The greater the thermal conductivity of the tool material, the better the thermal conductivity, and the cutting heat is easy to pass out, which is conducive to reducing the cutting temperature.
(6) Good manufacturability
The tool material should have good forging, welding, cutting and grinding properties, and it is easy to manufacture tools with complex shapes and structures.
conclusion
Understanding the cutting characteristics of different metal materials is crucial for achieving high-quality machining results. In CNC machining, selecting appropriate cutting tools, cutting parameters and Cutting fluid according to the characteristics of different materials can maximize machining efficiency and product quality.
