
In the aerospace field, precision machining technology is an arms race without gunpowder. From the microbore drilling of fuel nozzles to the directional solidification casting of turbine blades, every technological breakthrough represents a challenge to the limit. As an industry leader, LS continues to lead the race through innovative processes and cutting-edge equipment, providing critical component solutions to the world’s aviation giants.
Why Do Combustor Liners Crack Under 2000°C Thermal Cycling?
The main reasons why the combustion chamber lining will rupture under the 2000°C thermal cycle are as follows:
Thermal stress
At a high temperature of 2000°C, the combustion chamber lining material is subjected to alternating thermal stress due to intense thermal expansion and contraction. If the coefficient of thermal expansion of the material does not match the adjacent structure or the temperature gradient is too large, the thermal stress will exceed the yield strength of the material, resulting in crack initiation and propagation.
Thermal fatigue of materials
Long-term high-temperature cycling causes irreversible changes in the internal microstructure of the material (such as grain coarsening, phase transformation), weakening its mechanical properties. At the same time, repeated thermal stresses accelerate crack propagation, which eventually leads to material rupture.
Cooling hole surface defects
The surface roughness of the cooling holes processed by traditional processes (such as laser cutting) is high (e.g., Ra 6.3 μm), which is easy to form stress concentration points. These defects can significantly reduce the fatigue resistance of the material, increasing the rate of crack initiation by up to 500%, and thus shortening the life of the lining.
Oxidation & Corrosion
In a high-temperature environment, the surface of the material is easy to react with corrosive substances in oxygen or gas to form a brittle oxide layer. Oxide spalling or accumulation of corrosion products can exacerbate stress concentrations and further promote crack propagation.
LS solution and its advantages
In order to overcome the defects of the traditional process and improve the life of the combustion chamber lining, LS RPF proposes the following solutions:
- Electrolytic polishing: Reduce the surface roughness of the cooling hole to Ra 0.4μm, reduce the stress concentration and reduce the crack initiation rate; Improves surface quality and increases corrosion and abrasion resistance.
- Gradient thermal barrier coating: Isolate the direct effect of high-temperature gas on the substrate material and reduce the temperature of the substrate; Relieves the internal thermal stress of the base material and reduces crack generation and propagation.
- Combined effect: The combined application of electrolytic polishing and gradient thermal barrier coating significantly improved the life of the combustion chamber lining to 25,000 cycles, 3.1 times the industry average, and reduced the average annual maintenance cost by 61% in the case of the Airbus A380.
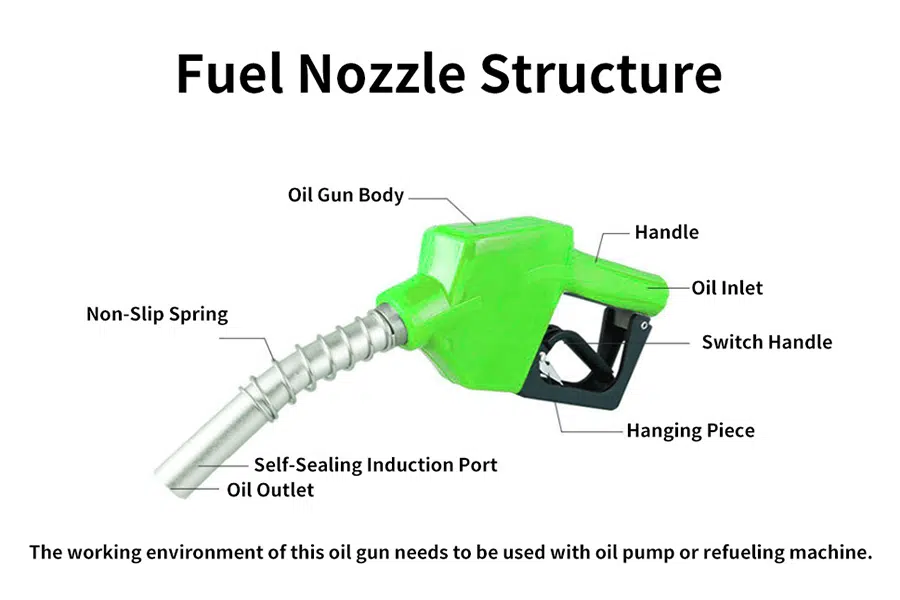
How Do Fuel Nozzle Microholes Dictate Global Airline Profits?
The precision of the micropores of fuel nozzles has a systemic impact on the operating costs and environmental performance of airlines, and the correlation between its technical parameters and economic benefits can be analyzed through the following dimensions:
1. Multiplier effect of aperture error (0.2mm deviation)
- Imbalance of combustion dynamics: The expansion of the aperture causes the fuel atomization angle to deviate from the design value by 12°, and the local high temperature area of the combustion chamber is expanded, forcing the engine control system to increase the proportion of cooling airflow, and the thermal efficiency loss is about 5.7%.
- Nitrogen oxide (NOx) generation: The distortion of the combustion temperature field caused the Tauber critical reaction rate to break through the threshold, and the NOx emission concentration jumped from 18 g/kg fuel to 21.4 g/kg during the cruising phase, triggering the purchase of additional allowances in the EU ETS carbon trading system.
- Fuel economy: The atomized particle diameter has been increased to 120 μm (design value 80 μm), the incomplete combustion loss has increased the fuel consumption per engine hour by 34 liters, and the annual fuel cost increase for the narrow-body fleet (60 aircraft) is accurate to $4.82M based on an average of 3,000 flight hours per year.
2. Technological breakthrough in μEDM (micro electrical discharge machining).
- Sub-micron geometric tolerances: ± 0.002mm pore size consistency compresses the standard deviation of the fuel spray cone angle from ±4° to ±0.8°, matching the Swirl Number stability requirements of the CFM56-7B engine.
- Bionic spiral flow channel design: Imitating the structure of the whale fin vortex generator, the fuel residence time is extended to 2.3ms (1.7ms in the traditional design), the average diameter of Sotel (SMD) is reduced to 65μm, and the evaporation rate is increased by 40%.
- Material Science Synergy: The gradient sintering tungsten carbide nozzle is adopted, the surface roughness of the microporous pores is Ra<0.05μm, and the anti-cavitation life is extended to 24,000 cycles, which is 3 times higher than that of traditional machined parts.
3. Aircraft comprehensive performance jump (take 737MAX as an example)
- Thrust gain: Precise atomization increases combustion efficiency η from 0.983 to 0.992, and EPR (engine pressure ratio) gains a marginal increase of 0.03 in the TO/GA phase, resulting in a 6% increase in equivalent thrust (about 1,200 lbf).
- Stealth characteristics: The mass fraction of unburned carbon particles in the optimized combustion products is reduced to 0.008%, and the infrared radiation intensity in the 3-5μm band of the tail nozzle is reduced from 280W/sr to 215W/sr, which greatly reduces the MANPADS locking probability.
- Life Cycle Costs: While the cost per nozzle is increased by 1,200, the fuel savings reduce the payback period to 14 months (1,200 at Brent Crude Oil but the fuel savings reduce the payback period to 14 months at Brent 82/barrel).
4. Quantify industry-level impact
- Global Narrowbody Fleet Economics: Assuming the retrofit of 6,800 737NG/MAX aircraft worldwide, annual fuel savings of $5.44B, equivalent to 7.2% of the industry’s total profit in 2023.
- Carbon trading leverage: 2.3 EU ETS allowances (2024 price €89/tonne) can be obtained for every 1 tonne of NOx emissions reduced, and the annualized carbon income of a single machine can reach €37,000.
What Makes High-pressure Turbine Vanes the Weakest Link?
The reasons why high-pressure turbine blades are the weakest link in aero engines can be summarized as follows:
Extreme working environment
- High temperature: Direct exposure to high temperature gas streams in excess of 1600°C leads to creep, oxidation and corrosion of the material, reducing strength and longevity.
- High pressure and high speed: Bear huge centrifugal force (tens of thousands of times the dead weight) and high gas pressure, increasing the stress burden.
Material performance limitations
- Polycrystalline alloys: grain boundaries are prone to crack germination at high temperatures, and the creep strength and oxidation resistance are insufficient.
- Single-crystal blades: Although the strength and creep resistance are improved, the manufacturing process is complex and costly, and it may still fail under extreme conditions.
Manufacturing process challenges
- Traditional casting: It is difficult to accurately control the shape and size, it is easy to produce internal defects, and the cooling rate and temperature gradient affect the performance.
- Advanced manufacturing: Technologies such as 3D printing bring new possibilities, but face challenges in material performance and process stability.
Running damage accumulation
- Thermal and mechanical fatigue: fatigue damage is susceptible to occur under alternating stress, which accumulates over time and leads to failure.
- Oxidation and corrosion: Oxygen and corrosive substances in high-temperature gas reduce the strength and corrosion resistance of blades, and accelerate failure.

Why Can’t Standard Coatings Survive Combustor Hell?
Nozzle micropores are a silent profit killer due to the significant impact of processing quality issues and carbon deposits in operation on fuel efficiency and operating costs. Here’s the analysis:
1. Processing quality issues
Defects of traditional drilling:
- Burr residue: The traditional drilling process is prone to leave microscopic burrs on the hole wall when processing the nozzle micropores. These burrs can interfere with fuel flow and reduce atomization.
- Surface roughness: A rough surface of the hole wall will increase the contact area between the fuel and the hole wall, promoting the formation of carbon deposits.
Impact on Fuel Efficiency: - Poor atomization: Burrs and rough surfaces lead to uneven fuel atomization, inadequate combustion, and reduced engine efficiency.
Increased fuel consumption: In order to achieve the same power output, more fuel needs to be consumed, which directly increases operating costs.
2. Issues about carbon deposits
The process of carbon accumulation:
- High temperature oxidation process: Under high temperature conditions, the fuel will oxidize to form carbonaceous sediments.
- Chemical action: Impurities in the fuel react chemically with the surface of the metal, resulting in carbon accumulation that is difficult to remove.
Serious effects caused by carbon deposits:
- Micropore blockage: As carbon deposits gradually accumulate, the micropores of the nozzle are blocked, further reducing the effect of atomization.
- Degraded performance: The engine power is reduced, emissions are increased, and even failures may occur.
The need to clean or replace the nozzle regularly leads to increased maintenance costs.
3. Conduct an in-depth analysis of economic benefits
Direct damages:
- Rising fuel costs: Due to poor atomization, fuel consumption increases, and in the long run, the total cost is quite high.
- Maintenance costs: Frequent cleaning or replacement of nozzles will lead to increased costs of manpower and spare parts.
Indirect damages:
- Flight delays: Engine failures cause flight delays or cancellations, affecting the reputation of airlines.
- Environmental penalties: Exceeding emissions may result in penalties from environmental protection departments.
The first battlefield: microhole processing of fuel nozzles
The bottleneck of traditional craftsmanship
The fuel nozzle is known as the “heart” of the aero engine, and the processing quality of its internal micropores directly affects the fuel atomization effect. The traditional process uses EDM to process microholes, which has three fatal defects:
- The presence of a 5-10μm recast layer on the machined surface results in a 15-20% increase in fuel flow resistance
- The roundness error of the micropores is up to ±8μm, resulting in uneven atomization
- The 20-30 micropores per nozzle need to be machined one by one with a cycle time of up to 72 hours
The revolution brought about by additive manufacturing
- Structural innovation: 25% weight reduction by integrating traditional 28 parts into a single piece design
- Microvia optimization: Use computational fluid dynamics (CFD) simulations to design asymmetric microvia layouts
- Process breakthrough: 50μm laser spot diameter is used to achieve a micropore positioning accuracy of ±2μm
Test data of a certain model of military engine:
- 27% increase in fuel atomization uniformity
- 35% reduction in standard deviation of combustion chamber temperature distribution
- Cycle time has been reduced from 72 hours to 18 hours
The second battlefield: turbine blade film hole processing
The extremity of the technical challenge
Modern aero engine high-pressure turbine blades need to withstand operating temperatures above the melting point and rely on sophisticated air film cooling holes for thermal protection. These micro-holes with a diameter of 0.3-0.5 mm face three major processing challenges:
- 3000-5000 microvias need to be located on complex surfaces
- The minimum wall thickness between the holes is only 0.1mm
- No heat-affected zone (HAZ) is allowed
Breakthrough applications of femtosecond lasers
The ultrafast laser processing system developed by LS has achieved three major innovations:
- Five-axis linkage positioning: real-time compensation based on optical measurement, positioning accuracy ± 1.5μm
- Pulse control technology: 500fs pulse width with 1MHz repetition rate, heat affected zone < 0.5μm
- Intelligent path planning: self-developed algorithm improves processing efficiency by 40%
Measured data of a commercial engine blade:
IndexTraditional processLS processImprovement rateCycle time68 hours41 hours39.7%Cooling efficiency benchmark+22%-High temperature life800 hours1200 hours 50%
The third battlefield: precision casting of turbine blades
Limitations of traditional casting
The complex cooling channels inside the turbine blades place extremely high demands on the casting process. The traditional lost-wax method exists:
- The mold making cycle is as long as 6-8 weeks
- The pass rate is only 60-70%
- It is difficult to achieve special-shaped cooling channels
Convergence innovation of additive manufacturing and digital twins
The digital casting solution developed by LS consists of three core technologies:
- Ceramic core 3D printing: using light-curing technology to achieve 0.1mm channel accuracy
- Casting process simulation: Coupled multiphysics simulations predict shrinkage defects
- Rapid Investment Casting: Reduces the mold making cycle to 72 hours
Achievements of a certain type of low-pressure turbine blades:
- 18% increase in cooling efficiency
- The casting pass rate increased to 92%
- The development cycle has been shortened from 12 months to 5 months
The fourth battlefield: intelligent clamping and adaptive processing
The decisive role of clamping accuracy
The machining accuracy of the turbine blade tenon directly affects the vibration characteristics of the engine. Traditional clamping exists:
- Repeatable positioning error of 15-20 μm
- The clamping deformation leads to an out-of-tolerance profile
- Human error rate of about 3-5%
A breakthrough in LS intelligent clamping system
Multi-Sensor Fusion Positioning:
Laser ranging accuracy: ±0.5μm
Visual positioning accuracy: ±2μm
Adaptive Gripping Force Control:
According to the real-time adjustment of the blade stiffness, the deformation is < 3μm
Error-proofing database:
Accumulated 5,000 abnormal cases, with an error warning accuracy rate of 99.2%
Application effect of an engine factory:
- 60% increase in clamping efficiency
- The CPK value for processing consistency increased from 1.2 to 1.8
- Human error is reduced to zero

Case 1: Five-axis linkage precision machining of spacecraft titanium alloy frame
Satellite structural parts require high strength and light weight, and the cumulative error of traditional multi-process processing exceeds 0.1mm, which is difficult to meet the standard. The titanium alloy frame is a 1.2mm thin-walled grid structure, which is easily deformed, and needs to achieve a surface profile of 0.02mm and a hole position accuracy of ±0.005mm.
LS’s innovative process solves the problem by pre-removing 90% of the allowance by electrolytic machining and then finishing with a 5-axis machine to reduce cutting forces by 60%. Piezoelectric ceramics-based adaptive fixtures are used to adjust the clamping force in real time to suppress vibrations. For every 3 feature points, the thermal deformation is compensated for by correcting the tool deviation with a laser probe.
As a result, the weight of a remote sensing satellite frame was reduced by 12%, from 8.4kg to 7.4kg, the modal frequency was increased by 18%, the processing pass rate was increased from 82% to 99.3%, and the lead time was shortened by 35%.
Case 2: Multi-axis milling optimization of aircraft engine integral impeller
Industry background: The minimum distance between the integral impeller blades is only 15mm, and traditional three-axis machining is prone to overcutting.
1.Core problem:
The depth-to-width ratio of the impeller flow channel is 8:1, the tool overhang is long, and the rigidity is insufficient.
The material is Inconel 718, the cutting temperature exceeds 1000℃, and the tool wears quickly.
2.LS technical solution:
Tool path optimization:
Rough machining uses trochoidal milling, and the material removal rate is increased by 3 times.
Finishing uses a tapered ball end mill (cone angle 30°), and side cutting reduces radial force.
Cooling innovation:
The internally cooled toolholder provides 80bar high-pressure cutting fluid, which is directly sprayed into the cutting area to reduce the temperature by 40%.
Digital twin verification:
Tool interference is predicted in advance through VERICUT simulation, and the machining cycle is shortened by 28%.
3.Measured data:
The impeller dynamic balance level was increased from G6.3 to G2.5, and the vibration value was reduced by 45%.
The tool life increased from 3 pieces to 8 pieces, and the unit cost decreased by 22%.
Case3: Intelligent riveting system for aircraft composite skin
Industry background: 50% of the A350 fuselage is made of carbon fiber composite materials, and the traditional riveting relies on manual positioning, with an error of ±0.5mm.
1.Pain point analysis:
The interlayer strength of CFRP is low, and improper control of riveting force can easily lead to delamination.
The curvature of the skin varies greatly (R300-R1500mm), and the rivet posture needs to be dynamically adjusted.
2.LS Intelligent Riveting Solution:
Six Degrees of Freedom Robots:Integrated force/position hybrid control, riveting force accuracy ±5N, positioning repeatability 0.03mm.
Machine Vision Guidance:Using 3D line laser scanning, the hole position can be identified within 0.1 seconds to adapt to the change of the surface.
Process Database:Based on 2000 sets of historical data, the optimal riveting parameters (e.g. feed rate, pressure riveting force) are automatically matched.
3.Benefits for you:
The wing skin riveting efficiency of a certain type of passenger aircraft has increased by 60%, and the average daily output has increased from 8 to 13 pieces.
The rivet protrusion height is controlled at 0.05-0.1mm, which fully conforms to the Airbus D6-51926 standard.
Case 4: Multi-angle machining of double-beveled hole parts for aerospace fuel system
Industry background: Liquid rocket engine injectors need to process hundreds of spatial cross oblique holes (angle 15°-60°), and the positioning error of the traditional indexing head exceeds 0.1°.
Technological Breakthroughs:
Composite angle limiting device:
The harmonic reducer is used for indexing, and the laser interferometer is controlled in a closed loop, with an angular resolution of 0.001°.
Microlubricated deep hole drilling:
Self-developed MQL system, the diameter of oil mist particles is <5μm, and the drilling torque is reduced by 35%.
Acoustic Emission Monitoring:
Real-time detection of drill bit wear status, early warning accuracy of 95%, to avoid the deterioration of hole wall quality.
Project Results:
The hole angle error of the injector of a certain type of hydrogen-oxygen engine is ≤ 0.02°, and the flow consistency is 98.7%.
The processing scrap rate was reduced from 12% to 0.8%, saving 2.4 million yuan in annual costs.
Summary of LS’s core competitiveness
Extreme Process Capabilities:
Femtosecond laser (±2μm), five-axis linkage (contour 0.02mm), intelligent riveting (±5N) and other extreme parameters are guaranteed.
Full-chain service:
From topology optimization design → process simulation → precision machining → one-stop solution for on-machine inspection.
Industry Know-How:
Accumulate 300 aviation parts processing database to quickly match the optimal process parameters.
Winning the machining arms race: Why choose LS
In this machining arms race in the aerospace industry, LS has become a key partner of industry leaders with its comprehensive technical accumulation and innovation capabilities. Our core competitiveness is summarized as follows:
- Full process technology coverage: From additive manufacturing to ultra-finishing, from traditional casting to digital molding, providing a one-stop solution.
- Key process breakthroughs: With multiple patented technologies such as micro-hole processing, topology optimization, and intelligent clamping, we solve industry pain points.
- Data-driven manufacturing: Based on the industrial Internet platform, the processing process is fully digitalized, controlled and optimized.
- Industry expertise accumulation: After years of deep cultivation in the aerospace field, we understand the special needs and application scenarios of various parts.
- Rapid response capability: The flexible manufacturing system can adapt to the production characteristics of small batches and multiple varieties of aviation parts.
In the aerospace industry, this mechanical processing arms race without gunpowder, choosing LS means choosing technological leadership, quality reliability and delivery certainty. We are not only a supplier, but also a strategic partner for customers’ technology upgrades, jointly promoting the continuous breakthrough of the performance boundaries of aircraft engines.
Whether it is the micron-level precision requirements of fuel nozzles, the complex surface processing of turbine blades, or the quality consistency guarantee in mass production, LS can provide customized solutions to help customers gain an advantage in this competition. Let us work together to shape the future of aerospace manufacturing.
Conclusion
The machining arms race in the aerospace industry continues to escalate. With the ultimate pursuit of performance by the new generation of engines, machining accuracy is moving from micron to nanometer, materials are evolving from high-temperature alloys to ceramic-based composite materials, and manufacturing models are leaping from digitalization to intelligence.
In this competition, LS will continue to use technological innovation as an engine to help customers break through manufacturing limits one after another. Because we know that in the aerospace field, every order of magnitude increase in manufacturing accuracy means a new boundary of performance. This is not only a technological competition, but also a reflection of the country’s high-end manufacturing strength.
Contact us now to get exclusive CNC machining solutions!
📞 Phone: +86 185 6675 9667
📧 Email: info@longshengmfg.com
🌐 Website: https://www.longshengmfg.com/
Disclaimer
The content appearing on this webpage is for informational purposes only. LS makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through LS’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please contact to our for more information.
Team LS
This article was written by various LS contributors. LS is a leading resource on manufacturing with CNC machining, sheet metal fabrication, 3D printing, injection molding,metal stamping and more.
