
As a commonly used finishing tool in mechanical processing, the performance and quality of drilling reamers directly affect the dimensional accuracy and surface roughness of the processed holes. In order to improve the quality and efficiency of drilling, it is particularly important to optimize the design and rational use of drilling reamers. This article will discuss how to optimize the use of drilling reamers from the aspects of the types and functions of drilling reamers, how reamers enlarge holes during drilling operations, and common problems related to reamers and how to overcome them.
What are Drilling Reamers?
Drilling reamers, generally referred to as reamers, are important components in drilling operations. These tools are specifically designed to enlarge and optimize boreholes, ensuring smooth and uniform wellbore profiles. Drilling reamers are available in a wide range of designs, each tailored to meet specific drilling challenges and objectives.

What are the advantages and disadvantages of Drilling reamers?
※advantages
- High precision:Drilling reamers are precision designed and manufactured to produce precisely sized holes with tight tolerances. This is especially important for mechanical components that require high-precision holes. During the machining process, the drilling reamer can ensure the smoothness and parallelism of the hole wall through the rotation and movement of the cutting edge, thereby further improving the accuracy of the hole.
- Processing efficiency:The drilling reamer combines the functions of drilling and reaming, and can complete the hole processing in one operation, thereby improving processing efficiency.Especially when a large number of holes of the same size and precision need to be processed, the advantages of drilling and reaming are more obvious.
- long life:Because the drilling reamer is made of high-quality materials and undergoes a strict heat treatment process, it has high hardness and toughness and can withstand large cutting forces and impact forces. This allows the drill reamer to remain sharp for a longer period of time during machining, thereby extending the tool’s service life.
- Adaptable:Drill reamers are suitable for processing a variety of materials, including metals, non-metals, etc. This makes drilling reamers have broad application prospects in the field of mechanical processing.
- Repeatable sharpening:Drilling reamers can be sharpened after wear to restore their cutting performance. This reduces the frequency and cost of tool replacement and improves the economics of processing.
※disadvantages
- higher cost:Due to its high precision and long life, the manufacturing cost of drilling reamers is relatively high. This may increase the cost burden of machining.
- Higher operational requirements:When using a drilling reamer for processing, the operator needs to have high skills and experience. Because drilling reamers have strict requirements on cutting parameters (such as cutting speed, feed rate, etc.), improper operation may lead to reduced processing quality or tool damage.
- Higher requirements for machine tools:In order to give full play to the performance of drilling reamers, high-precision machine tools and fixtures are required. This may increase the investment cost of machining equipment.
- Limited processing range:Although the drilling reamer is suitable for processing a variety of materials, it may not be able to achieve the expected results when processing certain special materials or special-shaped holes. Other machining methods or tools may be required at this time.
How Drilling Reamers Optimize Boreholes?
1.Tool design optimization
▲Cutting edge geometry optimization
According to the different materials being processed, appropriate cutting edge angles, such as vertex angle, helix angle, normal back angle, etc., are selected to improve cutting efficiency and processing quality. For example, for difficult-to-machine materials, a smaller vertex angle and a larger helix angle can be selected to reduce cutting force and cutting temperature. Adjustment of land width can affect stability and surface roughness during cutting. The optimal land width is determined through simulation and experiments to balance cutting efficiency and processing quality.
▲Chip flute design
Ensure that the chip flute is designed to drain chips smoothly to avoid clogging and scratching the machined surface. For deep hole machining, a spiral flute design can be used to improve chip evacuation performance. According to the distribution of cutting force and the flow characteristics of chips, a reasonable chip flute shape is designed to improve chip removal efficiency and processing stability.
▲Tool material selection
Select appropriate tool materials based on the hardness and cutting requirements of the processed material. For example, for machining of high-hardness materials, carbide or coated tools can be selected to improve cutting performance and tool life.
2.Optimization of cutting parameters
√Cutting speed optimization
The selection of cutting speed should be comprehensively considered based on factors such as processing materials, tool materials, and machine tool performance. Determine the optimal cutting speed range through experiments or simulations to improve processing efficiency and surface quality.
√Feed optimization
The selection of feed amount should ensure the stability of the cutting process and processing quality. Too small a feed may lead to low cutting efficiency, while too large a feed may increase the cutting force and cutting temperature, affecting the processing quality.
√Depth of cut optimization
The selection of cutting depth should be determined based on processing requirements and machine tool performance. Reasonable cutting depth can ensure the stability of the cutting process and processing quality.
3.Process control optimization
★Coolant usage
The selection of coolant should be comprehensively considered based on factors such as processing materials, tool materials, and cutting conditions. Suitable coolant can provide good lubrication and cooling effects, reduce cutting temperature and cutting force, and improve processing quality and tool life. During the machining process, the coolant supply should be ensured to be sufficient and even to fully exert its lubrication and cooling effects.
★Workpiece clamping and positioning
The workpiece clamping should be stable and reliable to avoid vibration and displacement during processing. At the same time, the workpiece should be positioned accurately to improve processing accuracy.
4.Tool care and maintenance
※Check tool wear regularly
Tools will gradually wear during use, resulting in a decrease in cutting performance. Therefore, tool wear should be checked regularly and sharpened or replaced in time.
※Keep knives clean
During the machining process, impurities such as chips and oil may adhere to the tool surface, affecting the cutting performance and processing quality. Therefore, the tool surface should be cleaned regularly to keep it clean and dry.
※Store knives correctly
When storing knives, avoid collisions and drops between knives to avoid damaging the cutting edge and accuracy of the knives.
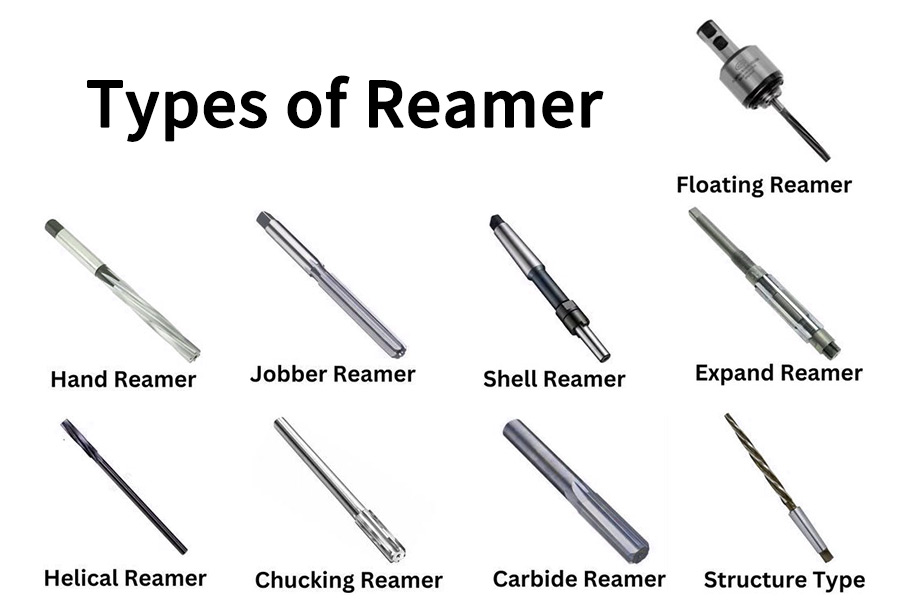
Types and functions of different drilling reamers
| Types | Functions |
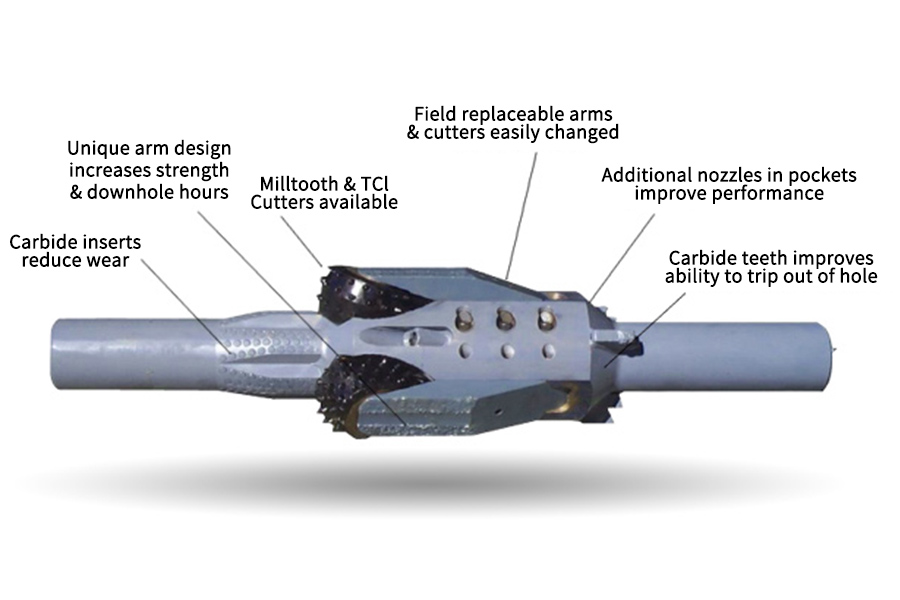
| Roller cone reamer | During the well drilling process, the roller cone reamer can help speed up the drilling process of the water well and ensure that the water volume of the water well is sufficient. |
| PDC reamer | The special structure and chip flute design of the PDC reamer allow it to drill quickly with less torque and pressure, and make the wellbore smoother and more stable. |
| Ribbed steel plate reamer | The ribbed steel plate type hole expander has obvious hole expansion effect and is suitable for different types of soil. Its sawtooth shape can effectively cut soil and improve hole expansion efficiency. |
| Three-wing drill reamer | The barrel type reamer performs well in soil layer penetration, and its squeezing correction effect and large buoyancy effect on the hole wall improve the reaming efficiency. |
| Gear reamer | The cone reamer has strong geological adaptability, high design strength, good wear resistance, long service life and good safety performance. It is particularly suitable for rock formation crossing in horizontal directional drilling construction, and can further improve the efficiency and quality of hole expansion. |
| Roller reamer | The roller reamer is especially suitable for rock formation crossing. Its large-diameter metal-sealed hob can effectively cut rocks, and the bearing has long life, which reduces trajectory deformation and improves the reaming efficiency. |
What are the practical applications of drilling reamers?
- Enlarging the borehole: The core function of a borehole reamer is to increase the diameter of the well. It increases drilling rates and reduces downhole risks. As drilling progresses, the diameter of the wellbore may need to be adjusted to better fit the casing string, optimize fluid flow, or adjust the wellbore geometry. To meet these needs, drilling reamers use different types of drill bits and study how they work. The drilling reamer demonstrated excellent performance in achieving these objectives, ensuring that the well size and shape were as expected.
- Stable and Deviation-Resistant: The drilling reamer acts as a stabilizing tool, helping to maintain the same drilling path in directional drilling projects. In addition, it prevents the drill tool assembly from deflecting, allowing the drill bit to drill holes to a predetermined depth to penetrate more formations. By reducing the risk of hole deflection and minimizing lateral vibrations, these measures help improve drilling accuracy while also minimizing the risk of costly complications.
- Improved wellbore cleanliness: For successful oil and gas drilling, efficient wellbore cleaning is critical. The drilling tools currently used can no longer meet these requirements. Therefore, a new type of wellbore cleaning technology has emerged – the reamer. Drilling reamers play a vital role in improving wellbore cleanliness as they create a smoother wellbore surface. In addition, since the rotation of the drill bit generates a large torque, the accumulated cuttings on the drilling tool can be effectively removed. Having a smoother borehole surface helps reduce the risk of cuttings settling downhole, while also improving drilling fluid circulation efficiency.
Work flow of drilling reamer
- Drilling fluid drive:Drilling fluid is pumped inside the reamer, creating enough pressure to push the piston downward. The downward movement of the piston overcomes the reaction force of the spring and provides power for the expansion of the cutting blade.
- Cutting blade expansion: Under the push of the piston, the cutting blade opens outward and contacts the hole wall. The cutting teeth are driven by the blades to cut the hole wall to form a larger hole diameter.
- Cutting and chip removal: During the cutting process, the cutting teeth continuously break the hole wall material and produce cuttings. The interior of the reamer is designed with chip flutes and drilling fluid flushing channels. The drilling fluid flushes the cutting teeth through these channels and discharges the cuttings out of the hole in a timely manner to prevent the accumulation of cuttings from causing a decrease in cutting performance or drill stuck.
- Maintain cutting performance: Continuous flushing of drilling fluid not only helps with chip evacuation, but also keeps the cutting teeth clean and sharp, thereby maintaining good cutting performance of the reamer.
What are some actual cases of successful application of drilling reamers?
Case 1:CNC machining center equipped with high-speed spindle processing
During the processing of CNC machining centers, in order to improve the efficiency and quality of hole processing, some companies have tried to install a high-speed spindle and use a milling cutter to perform hole processing. This processing method can efficiently complete the hole processing task while ensuring speed and accuracy. At the same time, due to the direct drilling process of the milling cutter, the frequency of tool changes and the number of processes are reduced, further improving the processing efficiency.
By installing a high-speed spindle and using a milling cutter to drill holes, the company has successfully improved the efficiency and quality of hole processing. The machined holes have no burrs, high precision and good surface quality. In addition, this processing method also reduces the frequency of tool changes and the number of processes, reduces production costs and improves the overall processing efficiency of the company.
Case 2:Automobile brake drum processing
During the processing of automobile brake drums, multiple bolt holes usually need to be processed. The traditional production process is to drill holes first and then ream them. This process is not only inefficient, but also it is difficult to ensure the construction quality of the holes if only drilling without reaming is done. In order to improve production efficiency and processing quality, some companies try to use drilling and reaming composite tools on a machine tool for processing. This tool combines the functions of drilling and reaming, and can complete two processes in one clamping, greatly improving production efficiency. At the same time, due to the use of reamers, the accuracy of hole position and surface quality have also been significantly improved.
After testing and evaluation, the processing method using drilling and reaming composite tools has greatly improved production efficiency, saved economic costs, and reduced the work intensity of employees. In addition, the processed brake drums are more stable and reliable in performance and quality.
conclusion
By optimizing tool design, cutting volume, process control, and regular tool maintenance and upkeep, the drilling effect of the drilling reamer can be significantly optimized and the machining accuracy and efficiency improved.Visit our Instant Quote Engine to get a free, no-obligation quote in minutes.

Disclaimer
The content appearing on this webpage is for informational purposes only. LongSheng makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through LongSheng’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please contact to our for more information.
Team LongSheng
This article was written by various LongSheng contributors. LongSheng is a leading resource on manufacturing with CNC machining, sheet metal fabrication, 3D printing, injection molding,metal stamping and more.
FAQs
What precautions should be taken when using a drilling reamer?
The reamer should be carefully inspected before use to ensure that all parts are intact.Select the appropriate reamer type and parameters according to the actual geological conditions, such as cutting tooth material, reaming size, etc.During the hole expansion process, close attention should be paid to the performance and displacement of the drilling fluid to ensure that it can meet the needs of chip removal and cooling.The hole expansion speed should not be too fast to avoid excessive impact on the hole wall or damage to the hole expander.
What are the drilling fluid requirements for drilling reamers?
The requirements of drilling reamers for drilling fluids are mainly reflected in their performance. Drilling fluid should have good sand carrying capacity, wall protection capacity and lubrication performance to ensure the smooth progress of the drilling process and the normal operation of the reamer. In addition, the density and viscosity of drilling fluid should also be reasonably adjusted according to formation conditions.
How to prevent drilling reamer from getting stuck?
The key to preventing the drilling reamer from getting stuck is to keep the drilling process smooth and the reamer clean. During the drilling process, excessive torque and impact force should be avoided to reduce the risk of wear and jamming of the reamer. At the same time, regularly clean the drilling slag and mud on the reamer to keep it clean and smooth.
What faults are likely to occur during the use of drilling reamers?
Failures that may occur during the use of drilling reamers include wear of cutting teeth, breakage of reamer blades, stuck reamers, etc. These failures are usually related to factors such as formation conditions, drilling parameters, and reamer quality. In order to reduce the occurrence of failures, a reamer of reliable quality should be selected and the drilling parameters should be reasonably adjusted according to the formation conditions.

Pingback: From Fuel Nozzle Microholes to Turbine Vane Casting – The Machining Arms Race in Aerospace
Pingback: Jet Engine Survival 101: How Turbine Rings, Spars & Ribs Defy Extreme Forces
Pingback: Countersink Drill Bits Demystified: 7 Critical Applications & Material-Specific Selection Guide