

In the field of industrial manufacturing, bending of metal sheets is one of the common processes. Whether it is automobile manufacturing, machinery manufacturing, home appliances, construction and other industries, they are all inseparable from the bending process of metal sheets. So, what equipment is most commonly used in industry to bend sheet metal? By reading this article, all your questions will be answered. Next, let’s walk into the ocean of knowledge about bent sheet metal!
What Is Sheet Metal Bending?
Sheet metal bending is the forming of metal into different geometries, by using a force to deform the metal. It is referred to as sheet metal bending as a thin sheet of metal is bent once, or multiple times, to form the final geometry. The thickness of sheet metal used can vary. The minimum thickness sheet metal can be bent is approximately 127 mm thick and the maximum will depend on the material type and thickness. Generally, sheet steel is no more than 6 mm thick. As a rule, the bend radius should be equal to or greater than the thickness of the material.
What are the common methods for industrial sheet metal bending?
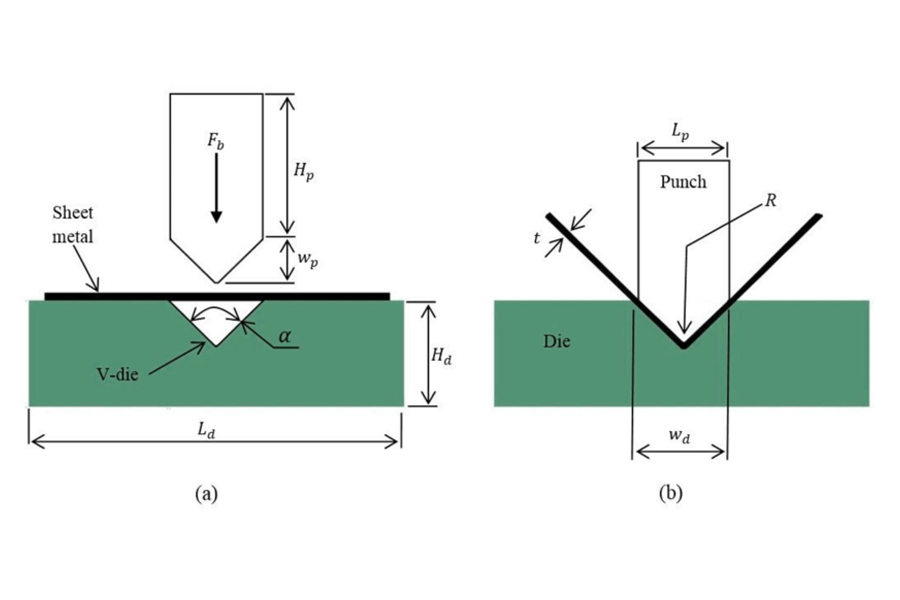
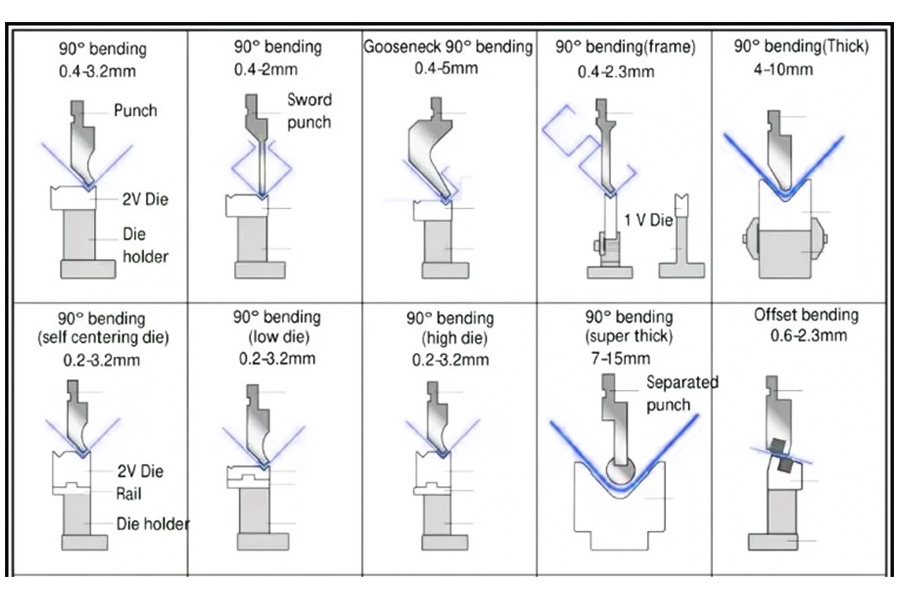
1.V-Bending:
This method is very common and is utilized for most bending needs. The method uses a “punch” and “V-die” to bend the sheet metal to specified angles. In this process the punch applies force on the sheet metal at the location over the V-die. As a result of the force from the punch an angle is formed in the sheet metal. The V-bending method is relatively efficient because it can be utilized for bending steel plates without having to change their position.
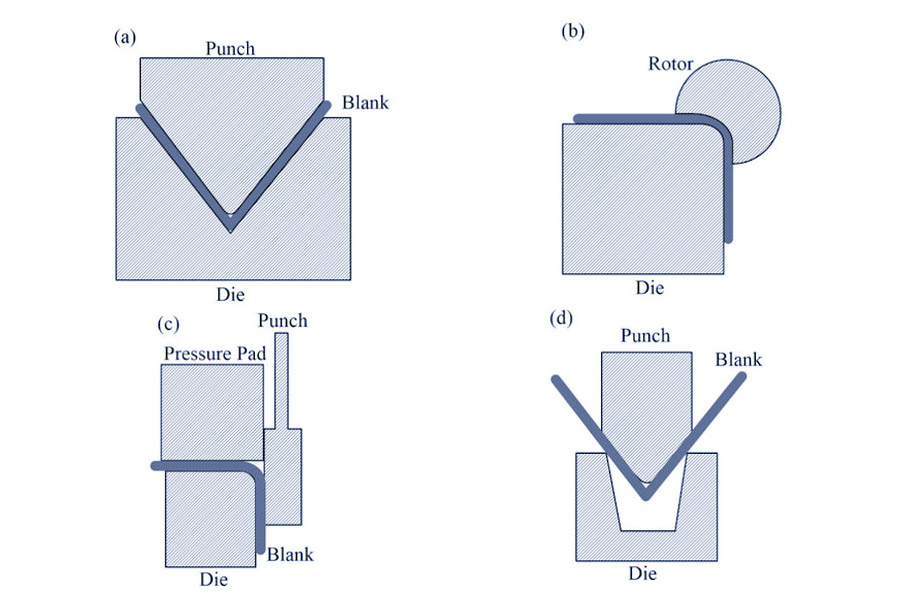
There are three common types of V-bending:
※Coining
Coining is a bending process in which the punch and the work piece bottom on the die. This produces a controlled angle, which leads to little spring back. There is more tonnage required on this type of bending than in air bending and bottom bending.
The advantages of coining are that, in order to produce outstanding results, accuracy is essential and that is precisely what the coining method can provide. Along with being accurate, repeating the results is also an easy task when it comes to using this technique. Spring back is also less common when using coining, meaning that the metal is less likely to return to its original state.
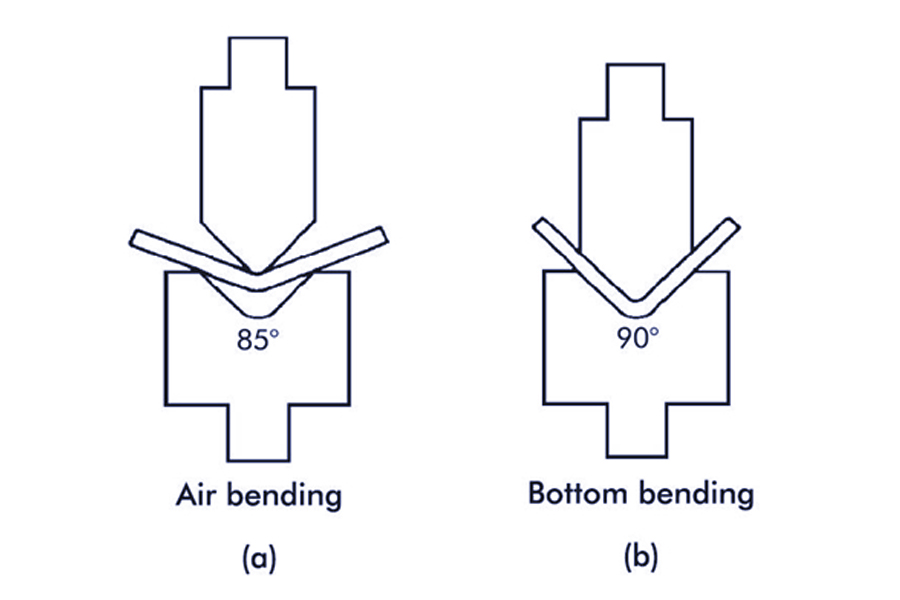
※Bottom Bending
Bottom bending also uses a punch and V-shaped bottom die, just like air bending. What’s different is that the punch is used to push the metal fully into the die to create a bend. Bottom bending (or bottoming as it’s otherwise known) gets its name because the metal is forced to the bottom of the die. Higher pressures are used, and the metal comes into full contact with the punch and the die.
Because the material is pressed into the bottom of the die, the die that is used will determine the bend angle that’s achieved. With bottom bending, you have to change the die to achieve a different bend angle. This isn’t the case with air bending because the punch can just be pushed to a different depth in the die.Bottom bending results in less springback and creates more accurate angles. The big disadvantage is that each new bend radius requires a different bottom die, which means swapping it manually on the machine. The machinery is also put under more pressure during production.
※Air Bending
Partial bending, or air bending, derives its name from the fact that the working piece does not actually touch the tooling parts entirely. In partial bending, the workpiece rests on 2 points and the punch pushes the bend. Is still usually done with a press brake but there is no actual need for a sided die.Air bending gives much flexibility. Let’s say you have a 90° die and punch. With this method, you can get a result anywhere between 90 and 180 degrees. Though less accurate than bottoming or coining, this kind of simplicity is the beauty of the method. In case the load is released and the material’s springback results in a wrong angle, it is simple to adjust by just applying some more pressure.Of course, this is a result of lessened accuracy compared to bottoming. At the same time, partial bending’s big advantage is that no retooling is necessary for different angle bends.
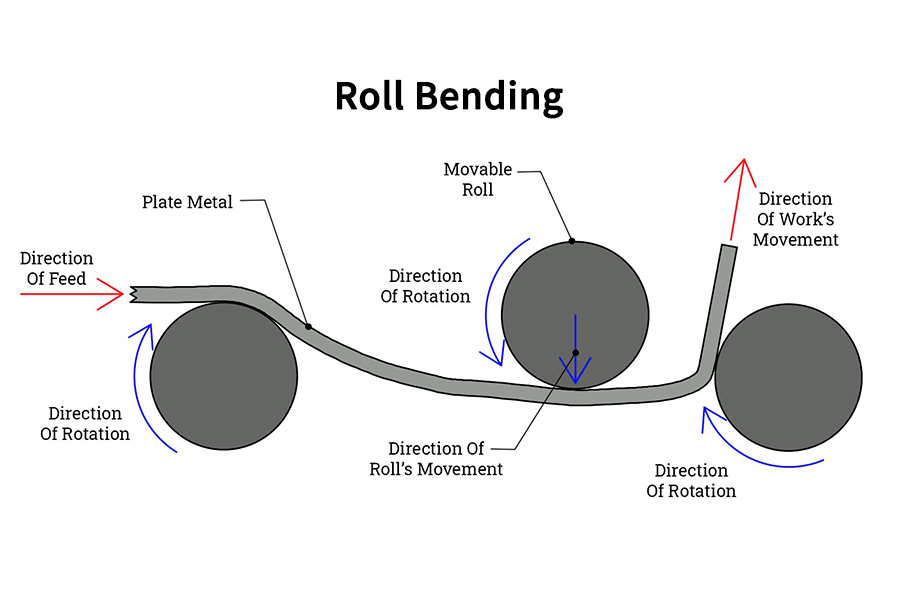
2. Roll Bending
This sheet metal bending technique involves bending the sheets into curved forms. This technique makes use of roll bending sheet metal criteria, that involve the use of three rollers, a hydraulic pressing system along with a brake. The distance between the three rollers allows the manufacturer to bend the sheets in curves.
3. U-bending
U-bending is exactly similar to the V-bending method. This method makes use of a U-shaped punch along with a U-shaped die. The only difference between V- bending and U-bending is that the resulting sheet is in a U shape instead of a V shape.
4. Rotary bending
The rotary bending method is deployed wherever a bending of greater than a 90-degree angle is required. It can also be considered similar to that of V-bending, but the output in this process is more uniform and aesthetic as the metal sheet bending machine used in this method doesn’t scratch the surface of the sheet.
5. Edge bending
This technique of edge bending sheet metal helps the manufacturer to bend the edges without damaging them. The sheet metal edge bending method is most commonly utilized in those sections of sheet metals that are shorter than the remaining metal part. It helps eliminate the sharpness of the corners and increases the aesthetic appearance of the outcome.
6. Wipe bending
This bending method makes use of a wipe die. The sheet of metal is carefully placed inside the wipe die, and a pressure pad applies pressure on the sheet. Later on, the punch is used to make the desired bend in the sheet.
What Are the Differences Between Air Bending and Bottom Bending?
Air bending and bottom bending are both carried out using the same equipment: a die and punch. The difference between these two bending methods is down to the technique that’s used when a bend is created. Bottom bending is when the part is pressed full down to the bottom of a die (hence “bottom bending”) to form an angle. Air bending is when the part is pressed partially downward against a die to create a given angle. The part still has clearance between itself and the bottom of the die (“air bending” for the visible air between the two).
Bottom bending can be used to create accurate, neat bends in metal parts that need a greater deal of precision. Air bending is slightly less accurate, but it’s faster and much more convenient in the production process.Both bending processes can be performed using a manual or CNC controlled press brake. In general, more accurate press brakes will be needed for air bending. When it comes to bottom bending, however, accuracy in the press is less important, but more scrap may be generated. More equipment maintenance may also be needed for bottom bending as well due to the pressure exerted against the die and the impact on the hydraulics of the press brake.
| Options | Air Bending | Bottom Bending |
|---|---|---|
| Custom Tooling | Not required | May be required |
| Die / Radii | Single die can accommodate multiple angle radii | Unique die is required for each angle radius |
| Angle Accuracy | >± 45′ | ±15-30′ |
| Best Used For | Parts where bend accuracy isn’t vital | Parts where bend accuracy is important |
| Pricing | No tooling investment / higher part price | Tooling investment / lower part price |
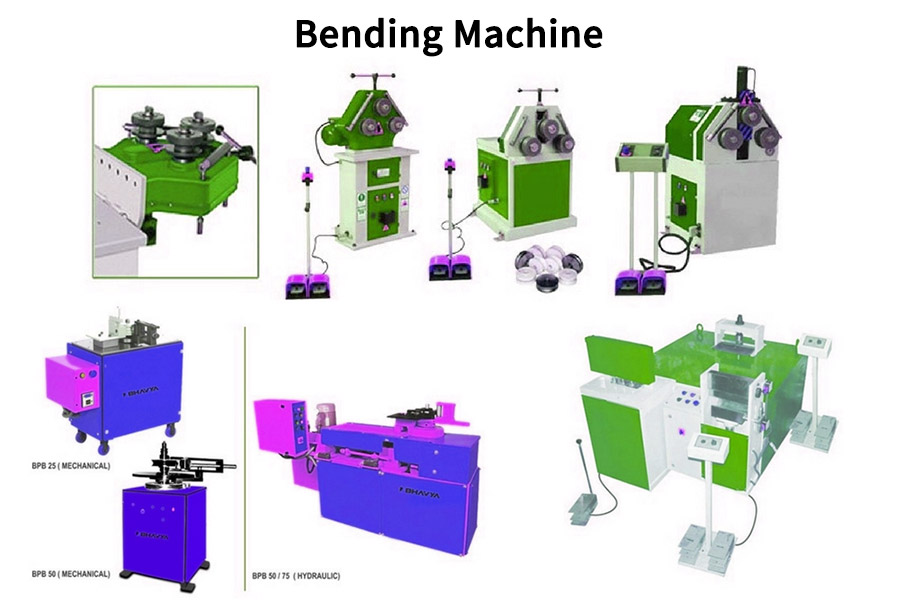
Common equipment for industrial sheet metal bending
If you want to achieve precise and outstanding results when bending sheet metal, you have to use specialized tools. Three common must-have tools for bending sheet metal are hydraulic press brakes, manual press brakes, and shears.
Metal bending machine or hydraulic CNC bending machine
A hydraulic press brake is a more complex sheet metal bending tool. The machine is equipped with a hydraulic system and can bend thicker and larger sheets. It also comes with a digital control system that can program different bends and execute them automatically. It is ideal for large manufacturing companies producing large sheet metal parts.
Manual folding machine
Metal sheets are usually bent using a manual bending machine. Tools vary in size depending on sheet thickness and are typically used for simple bends. Small machining businesses and workshops often choose it because it is also fairly easy to use and transport.
Scissors
Use scissors to cut the metal sheet into pieces. Their functions include cutting metal sheets into precise geometric shapes before bending them; they can be manual or electric.
Which materials are suitable for metal plate bending process?
You cannot bend elasto-plastic materials on a press brake. You may also damage your machine if you try to do this. Special care must be taken when deciding on the materials to undergo sheet metal bending during the manufacturing process. Let’s take a look at some of the best materials recommended for sheet metal forming and bending.
- Carbon steel:Carbon steel is one of the most flexible and strongest materials used in sheet metal fabrication. Since the material is recyclable, it also helps reduce the carbon footprint.
- Aluminium:Aluminum is primarily used in lightweight applications. Special care must be taken when bending aluminum to prevent the material from collapsing or cracking at the corners.
- Stainless steel:When the final product needs to have sturdiness and better strength of metal, the first thing that comes to mind is stainless steel. Stainless steel also requires the use of high-power sheet metal bending machines to form products.
- Titanium:Titanium is a corrosion-resistant and high-strength material – ideal for sheet metal bending technology. If your product is medical or sports equipment, the most preferred material on your list should be titanium.
- Copper:Cost is the strongest anti-corrosion material, but it is also the lowest cost material. Copper enables high-precision sheet metal bending. Copper is a proven material used extensively by many metal bending industries for a variety of applications.
These are the best materials for all types of sheet metal bending. Carbon steel is the most commonly used of the above materials. There are many other metals that can be used in the bending process. But be sure to conduct adequate research before settling on the material.
Sheet Metal Bending Compared to Other Fabrication Processes
| Process | Best Used For | Process AccuracyLevel | Thickness (mm) | Requires Custom Tools | MOQ | Lead time from CAD to first production |
|---|---|---|---|---|---|---|
| Laser cutting | Small to large parts with every geometry possible | ± 0.10mm | 0.5mm to 20.0mm | No | 1 to 10,000 units | Less than 1 hour |
| CNC sheet bending | Small to large parts with straight anglegeometry, multiple bend possible | ± 0.18mm | 0.5mm to 20.0mm | No | 1 to 10,000 units | Less than 1 hour |
| CNC Punching | Small to large parts with most geometry available, good for parts with multiple holes and embossed | ± 0.12mm | 0.5mm to 4.0mm* | No unless special form required | 1 to 10,000 units | Less than 1 hour |
| Stamping | High volume production with tight tolerances, restricted geometry | ± 0.05 to 0.10mm | 0.5mm to 4.0mm* | Yes from 250 USD to 100,000 USD+ | ≥5,000 units | 25 days to 40 days |
| Shearing | Thin material with simple geometry straight lines and low tolerances requirements | ± 0.50mm | 0.5mm to 4.0mm* | No | 1 to 10,000 units | Less than 1 hour |
What are the different techniques for bending sheet metal?
Multiple tools mean multiple metal bending techniques. To choose the method that best suits your business, it is necessary to understand the differences between the possible approaches.
Manual folding
If you do not have a bending machine, you might be able to bend metal sheets by hand. First, you need to calculate the bending tolerance of the sheet according to the type of metal you are using. Next, indicate the bend lines with a marker and cut your sheet to the appropriate dimensions. Place the plate firmly within a vise grip using a wooden block as a guide for the form or angle you will be bending the sheet into.
Next, use a wooden hammer to gently pound the sheet against the wooden block until the metal has changed shape. This method is only recommended for sheets up to 2 mm thick, as thicker sheets may break.
Although manual bending is a simple and quick method, it does not guarantee the level of quality and accuracy that a bending machine can offer. For thicker sheets or more complex bends, it is recommended to use a bending machine to avoid breaking the sheet.
Press brake
The press brake is essential for manufacturing structures that involve sheet metal work. It bends a sheet of metal by punching the sheet into the right shape against a die.
This machine can perform bending on sheets up to 20 mm thick. There are two types of press brakes: the mechanical press brake and the hydraulic press brake.
With a press brake, you can make V-bends or U-bends. The V-bend (a V-shaped bend) is formed when the metal is punched all the way into the shape of the die. This type of bending can only be done with sheets no more than 2 mm thick. It is also possible to perform an air bend using a press brake, in which the punch only presses the sheet to the desired angle, and not the whole way into the die.
The press brake is a versatile tool that can perform a wide variety of bends on sheets of different thicknesses. To learn more about what it can do, contact metal bending
professionals now.
Laser bending
Laser bending is a relatively new technique that relies on the precision of a laser beam to produce high quality bends. A laser bending machine combines the advantages of laser cutting and press brakes.
First, use the laser to cut the metal sheet to the desired shape and size. Next, heat the area of the sheet that will be bent, still using the laser, to make the metal more malleable and therefore easier to bend. Once the sheet is heated, a traditional press brake does the bending.
This bending technique has several advantages including the ability to make precise bends quickly and to make bends on very thick sheets. It also makes it possible to create bends with very sharp angles without the risk of deforming or cracking the sheet.
Design Considerations for Sheet Metal Bending
Pay attention to rebound
When bending sheet metal, you must bend the material beyond its desired angle. This is because the metal plate has a high ability to bend, allowing it to spring back to its original position. Therefore, this situation must be dealt with by bending the material slightly higher than required.
Be sure to use a bending machine
Always use a press brake where applicable as it provides support and ensures cleaner sheet metal bends and a continuous pattern on the bent sheet.
Use bend allowance
Bend allowance is a property of metal that determines how easily it can be bent. We recommend that you perform a bend allowance calculation to determine the length of sheet required to make a specific angle and radius bend. Considering bend allowances and bending forces during the manufacturing process will help you achieve cleaner product results. It will also help you create accurately flat manufacturing models.
Avoid bending into sharp inside corners
When interior corners are sharply curved, internal stresses increase. Even though metals are ductile and malleable, they are prone to cracking. This problem can be greatly reduced if the radius of the bending tool is taken into account. Working back and forth between the bend lines, gradually bend the sheet metal to the desired angle.
Pay attention to the inner bend radius, which must be equal to the thickness of the formed metal sheet. For example, if you are bending a 3 mm thick sheet metal, the inner bend radius should also be 3 mm. The same goes for the bending angle, which must not be greater than the total thickness of the metal plate.
What are the common applications of sheet metal bending?
Sheet metal bending is used in a wide range of applications including: construction, automotive, transportation, aerospace and infrastructure industries. Sheet metal bending can be used in every industry to create features such as lips, mortises, flanges and dimples. Sometimes, sheet metal bending is used to increase the stiffness of a sheet metal part.
What Are the Advantages and Disadvantages of Sheet Metal Bending?
Sheet metal bending is a widely used process in metalworking with various advantages and drawbacks. Understanding these can help fabricators and designers make informed decisions.
Advantages of Sheet Metal Bending:
- Cost-Effectiveness: Bending is generally more economical than other forming methods, especially for large-scale production.
- Flexibility in Design: Allows for a wide range of shapes and sizes, accommodating complex designs.
- High Strength and Durability: Bending does not significantly weaken the metal, maintaining its strength and integrity.
- Efficiency in Production: Modern bending machines and techniques allow for quick and precise bends, increasing production speed.
- Minimal Waste: This process produces less waste compared to cutting operations, making it more sustainable.
Disadvantages of Sheet Metal Bending:
- Limitation in Material Thickness: There are practical limits to the thickness of metal that can be effectively bent.
- Springback Effect: This phenomenon can lead to inaccuracies in the final shape, requiring skilled operation and precise calculations.
- Risk of Surface Damage: Improper bending can lead to surface cracking or warping, especially in brittle materials.
- Equipment Cost: High-quality bending machines can be a significant investment, although this is offset by long-term productivity gains.
- Skill Requirement: Successful bending requires skilled operators, especially for complex shapes and high precision requirements.
What are Critical Design Considerations for Sheet Metal Bending?
Effective sheet metal bending relies not just on proper technique and equipment but also on meticulous design considerations. Understanding these aspects is crucial for achieving the desired outcome without compromising the material’s integrity or functionality.
Key Design Aspects to Consider:
- Material Selection: Choose a material that suits the project’s functional and aesthetic requirements, keeping in mind its bendability.
- Bend Radius: Ensure the bend radius is appropriate for the material thickness to avoid cracking or deformation.
- Grain Direction: Aligning the bend line with the metal grain can reduce the risk of cracking.
- Bend Angle Accuracy: Consider the springback characteristic of the material to achieve the precise bend angle.
- Hole Placement: Avoid placing holes near the bend line to prevent distortion or weakening of the material.
- Edge Condition: Ensure the edges of the sheet metal are smooth to avoid irregularities in the bend.
Calculating Bend Allowance and K-factor
Understanding and accurately calculating the bend allowance and K-factor are essential for precision in sheet metal bending.
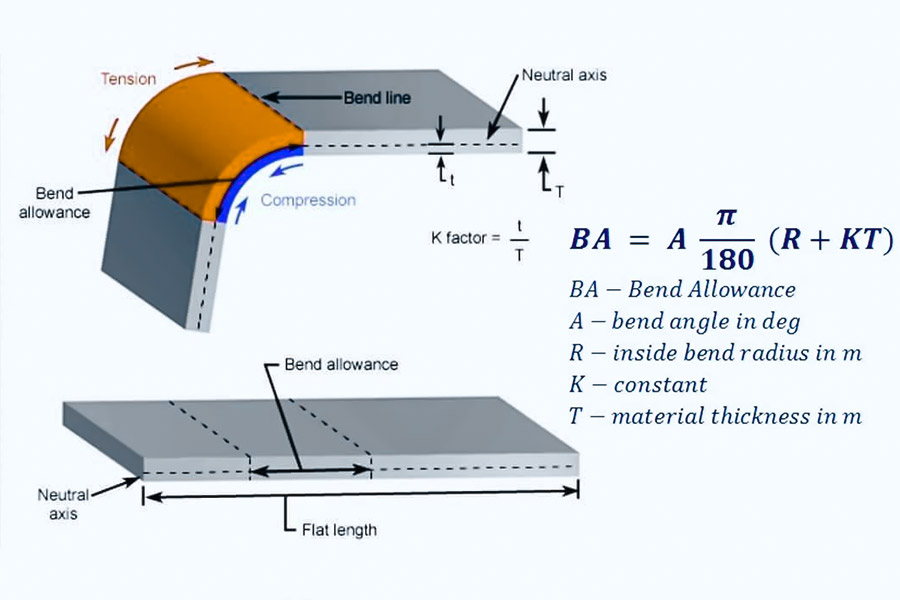
Bend Allowance Formula
The Bend Allowance (BA) can be calculated using the formula:
BA=180π×(R+K×T)×B
Where:
- R = Inside bend radius
- K = K-factor, a coefficient that accounts for the material’s stretching
- T = Material thickness
- B = Bend angle in degrees
K-factor Formula
The K-factor is determined based on the material and can be calculated using:
K=δ/T
Where:
- δ = Distance from the inside face to the neutral axis
- T = Material thickness
For instance, if the neutral axis is at the center of the material thickness for a given metal, the K-factor is typically around 0.5.
What determines the bendability of a metal?
There are a variety of factors that affect a metal’s ability to bend without breaking or losing its structural integrity. These factors must be carefully considered during the design and manufacturing process.
- Material composition: Different metals and alloys have different bendability properties. For example, aluminum is generally more malleable than stainless steel.
- Material Thickness: Thicker materials require more force to bend and spring back more easily.
- Grain Orientation: The orientation of a metal’s grains can significantly affect its bendability.
- Heat treatment: Heat treatment can change the properties of the metal and affect its ability to bend. For example, annealing can improve ductility.
- Bending radius: The smaller the bending radius, the greater the stress on the material, which affects its ability to maintain integrity after bending.
What are the cost factors that affect industrial sheet metal bending?
- Material type: Different metals, such as stainless steel or aluminum, have different prices.
- Thickness and sheet size: Larger and thicker sheets require more force and time to bend, thus increasing costs.
- Design complexity: More complex designs with tight tolerances or special finishes may increase costs.
- Volume and Repetition: Larger quantities generally result in lower cost per unit due to economies of scale.
- Labor costs: Skilled labor is an important cost driver, especially for complex or sophisticated projects.
- Machine Usage and Maintenance: There is a cost to using advanced machinery like press brakes and laser cutters.
- Material waste: Material efficiency is key because waste increases costs.
- Tools and setup time: Custom tooling and setup time for a specific project can add to the overall cost.
How to choose the right sheet metal bending technology for your industry?
Determining which correct sheet metal bending technique is best for your operation will depend on several factors, including production volume, part complexity, type of metal used, and the degree of accuracy required.If you need to produce parts on a large scale, it’s best to use a hydraulic or mechanical press brake. These high-efficiency machines enable fast, precise production and efficiency, making projects more efficient and profitable.If your company needs to create more complex parts or prototypes, manual bending may be a better option because it allows for more freedom when creating complex shapes and the flexibility to make quick adjustments.
But using laser bending is also a good option for making parts with complex shapes, and the tool can be expensive, including purchasing the equipment and the time it takes to program the machine.Finally, consider the type of metal used. Depending on the thickness or ductility of the metal, some bending methods may not be suitable.
Trust Longsheng’s industrial sheet metal bending services
Sheet metal bending is key to many industries, especially those that manufacture metal machinery and products. Selecting a press brake or technology requires evaluating your design specifications, the size and shape of the parts to be manufactured, and whether you need the ability to produce at large volumes. Ultimately, choosing the right sheet metal bending technology can help companies improve operational efficiency, reduce production costs, and meet customer demand for high-end, complex metal parts.Longsheng provides high-quality sheet metal bending services. To find out how we can help you, contact us today.
conclusion
The need for custom products will probably never diminish, and custom metal products require sheet metal bending knowledge. Therefore, this article introduces the common methods of industrial sheet metal bending, common equipment for industrial sheet metal bending, as well as the advantages and disadvantages of industrial sheet metal bending, applicable scenarios, what factors should be paid attention to when choosing a sheet metal bending method, etc. For those who value quality and delivery time, Longsheng may be your companion for industrial sheet metal bending services. With our engineering support, you can turn your designs into reality and outperform your competitors in a fraction of the time.
FAQs
Which sheet metal bending method is most commonly used?
Among sheet metal bending methods, V-bending is the most commonly used method. The method is further broken down into three subgroups: priming, air bending, and stamping. Among them, air bending and bottoming account for about 90% of all bending work, so they can be considered the most commonly used sheet metal bending methods.
What situations is roller bending suitable for?
①Rolling bends the plate through the rotation and movement of the roller, so it is especially suitable for bending processes that require continuous and wide range. ② Roller bending has the characteristics of high precision and large deformation range. This feature makes roller bending widely used in industries that require strict dimensional control. ③ Roller bending is a continuous production process that can complete a large amount of metal plate bending work in a short period of time. This efficient processing method is suitable for industries that require mass production of metal components, such as construction, automobile manufacturing, etc.
What situations is free bending suitable for?
Free bending, also known as gap bending or air bending, is suitable for processing sheet metal structures with large structural dimensions, processing with high flexibility requirements, situations with high cost control requirements, and trials before mass production. Bending, multi-material processing, special production needs and occasions to improve production efficiency and safety.
How does laser cutting improve the accuracy and efficiency of sheet metal bending?
Because laser cutting requires less time to prepare sheet metal for bending, it increases the efficiency of sheet metal bending. Tight tolerance edges are another benefit of laser cutting. If a press metal bending machine is used, these edges can be used as data. The accuracy of the bend position decreases as the accuracy of the cutting edge decreases.
resource
Bending force and spring-back in v-die-bending of perforated sheet-metal components
Bending accuracy of the HC260Y steel in different V-tool configurations
