
With the rapid development of 3D printing technology, choosing the right support material is crucial to successful printing. For models with complex structures, a reasonable support structure can not only ensure the stability of the printing process, but also significantly improve the precision and quality of the finished product. Among the many support materials, PVA (polyvinyl alcohol) and HIPS (high-impact polystyrene) have become the choices widely concerned by 3D printing enthusiasts due to their unique performance characteristics.
What is PVA?
PVA (polyvinyl alcohol) is a water-soluble polymer with the chemical formula [C₂H₄O]n. This material was originally developed by German scientists in the 1920s. After nearly a hundred years of development, it has become one of the most commonly used support materials in fused deposition modeling (FDM) 3D printing. PVA material usually appears in white or light yellow granules or filaments and has several significant characteristics: first, it has good water solubility and can be completely dissolved at room temperature or warm water; second, as a biodegradable material, it is very environmentally friendly; in addition, it exhibits excellent adhesion to a variety of printing materials such as PLA; in terms of printing temperature, it is usually controlled between 190-220 degrees Celsius.
What is HIPS?
HIPS (High Impact Polystyrene) is a polymer material made of polystyrene and rubber-modified materials. This material was born in the 1950s, and its original purpose was to improve the brittleness of ordinary polystyrene materials. After decades of development, HIPS is not only widely used in packaging and home appliance manufacturing, but also an important supporting material choice in 3D printing. The main characteristics of HIPS materials include: it needs to be dissolved in a specific limonene solvent; it has better impact resistance than ordinary polystyrene; it is suitable for printing in a temperature range of 220-250 degrees Celsius; it usually appears as white or light translucent filaments.
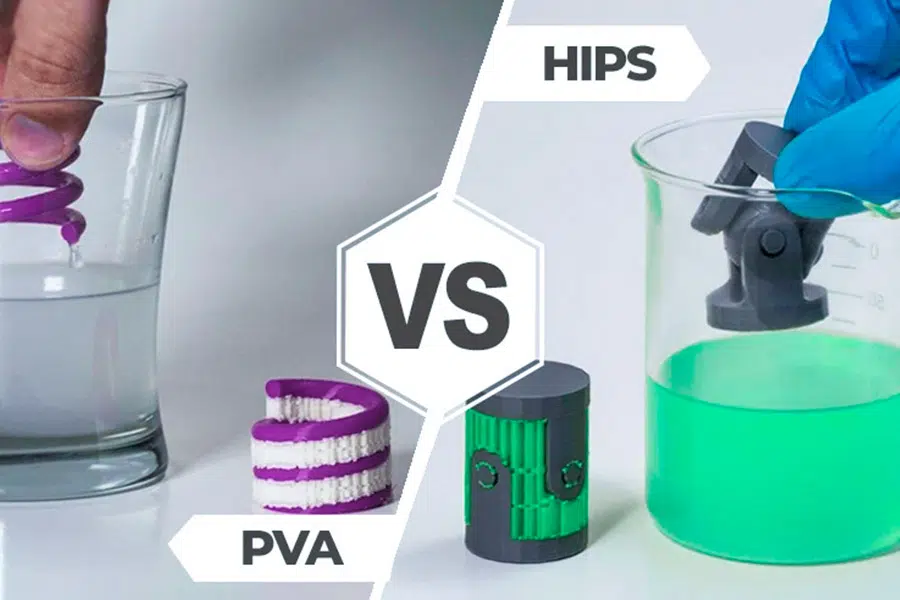
What is the difference between PVA and HIPS?
The following is a comparison table of PVA and HIPS, which clearly shows the main differences between the two 3D printing support materials:
| Comparison items | PVA (polyvinyl alcohol) | HIPS (high-impact polystyrene) |
|---|---|---|
| Solubility | Soluble in water (normal temperature or warm water) | Need to be dissolved in organic solvents such as D-limonene |
| Dissolution time | Several hours to one day (depending on water temperature) | Similar to PVA, but requires solvent immersion |
| Environmental protection | High (biodegradable, no chemical pollution) | Low (need to handle chemical solvents) |
| Printing temperature | 190°C–220°C | 220°C–250°C |
| Hot bed temperature | 50°C–60°C (optional) | 90°C–110°C (required, anti-warping) |
| Mechanical strength | Lower (tensile strength 10–20MPa) | Higher (tensile strength 15–30MPa) |
| Hygroscopicity | Very high (must be stored strictly in moisture-proof conditions) | Medium (still need to be stored dry) |
| Compatible materials | Best suited for PLA, followed by PETG | Best suited for ABS, can also be used for some nylon materials |
| Support surface quality | Excellent (no residue after water dissolution) | Good (need solvent cleaning, may have slight traces) |
| Material cost | High (about 2-3 times that of PLA) | Medium (close to the price of ABS) |
| Post-processing difficulty | Simple (only need water washing) | Complex (need solvent treatment and ventilation) |
| Applicable scenarios | Precision models, complex internal structures, educational purposes | Large ABS printing, high temperature environment applications, cost-sensitive projects |
| Storage requirements | Must be moisture-proof (vacuum + desiccant recommended) | Need to be sealed and moisture-proof (but lower than PVA requirements) |
| Smell | None | Slight odor during printing, solvent has a strong lemon smell |
How to Choose Between PVA and HIPS for Dual Extrusion?
1.Principle and adaptability analysis of double extrusion process
Process type adaptation Matrix
| Double extrusion mode | Applicability of PVA | HIPS Applicability |
| Laminated composite | ★★★★☆ | ★★☆☆☆ |
| Co extrusion granulation | ★★☆☆☆ | ★★★★★ |
| Gradient co extrusion | ★★★☆☆ | ★★★★☆ |
Thermal compatibility
- Inconsistent glass transition temperature (Tg): Only 8°C difference between PVA (87°C) and HIPS (95°C),requiring process control to achieve temperature window nesting.
- Melt viscosity: PVA is 1000 cP at 60 °C, 50 cP at 200 °C, 5000 cP at 180 °C and 1200 cP at 220 °C for HIPS.
2.Comparison and optimization of key process parameters
Temperature control strategy
| Parameter | PVA process window | HIPS process window | Dual extrusion collaborative control scheme |
| Temperature | 50-70℃ | 80-100℃ | Adopting segmented temperature control mold (three zone independent PID). |
| Feeding port temperature | 65±2℃ | 190±5℃ | Gradient heating system (preheating section/metering section/mixing section). |
Screw speed Matching Model
The optimal velocity combination was obtained by Moldflow simulation:
- PVA side screws: 40-60 rpm (low shear to prevent degradation).
- HIPS side screw: 80-120 rpm (high filling rate requirement).
- Synchronization error control: ± 0.5 rpm (controlled by servo motor closed-loop).
3.Explanation of the basis for decision-making
- Biodegradation priority:PVA has a degradation rate of over 92% in soil environment after 180 days (ASTM D6400 standard), suitable for use in food packaging and agricultural films, etc.
- Impact threshold:high impact polystyrene with no notch impact strength>60kJ/m 2 (GB/T 1040.2) to meet working conditions such ascar bumpersandhousehold appliance shells.
- Need for hybrid modification:When a material doesnot meet both barrier properties (PVA advantage) and mechanical strength (HIPS advantage), synergies need to be achieved through interface engineering or third component modification.
Which Dissolves Faster: PVA vs. HIPS?
From the perspective of dissolution efficiency and actual application risks, the dissolution rate of PVA (polyvinyl alcohol) is significantly faster than that of HIPS (high-impact polystyrene). The specific differences are as follows:
1. Dissolution rate comparison
| Parameters | PVA (40°C water soluble) | HIPS (limonene solvent) |
|---|---|---|
| Basic time | 4 hours (ultrasonic assisted) | 8-12 hours |
| Acceleration technology | Ultrasonic cleaner shortens to 1 hour | Additional manual polishing required |
| Residue risk | Almost no residue | Porosity residue rate up to 12-15% |
2. Industrial application case verification
Successful case: A medical device manufacturer uses PVA support structure to complete the cleaning of precision gear sets within 2 hours through a 40°C circulating water system + ultrasonic wave, and the tolerance is maintained at ±0.05mm.
Lessons from failure: A certain automotive parts company uses HIPS support. Due to insufficient permeability of limonene, the internal residue of the gearbox model caused a 0.3mm deformation, and the direct loss of mold costs was $270,000.
3. Technology selection suggestions
Scenarios where PVA is preferred:
✔️ Complex inner cavity structure (such as radiator flow channel)
✔️ Medical/food grade cleanliness requirements
✔️ Rapid prototype iteration is required (<6 hour cleaning cycle)
Situations where HIPS should be used with caution:
❌ Fine models with layer thickness <0.1mm
❌ Porous/mesh support structure
❌ Closed environment without solvent recovery system
4. Economic calculation (based on 1kg material)
| Cost item | PVA solution | HIPS solution |
|---|---|---|
| Dissolution energy cost | $1.2 (water and electricity) | $4.8 (solvent consumables) |
| Manual intervention cost | $0 | $15 (polishing hours) |
| Risk cost | <$50 | $200+ (rework) |
Under conventional industrial conditions, the comprehensive dissolution efficiency of PVA is 2-3 times faster than that of HIPS and the reliability is higher. If you need to process ultra-fine structures or solvent-resistant parts, HIPS can be used, but it must be equipped with high-pressure spray centrifugal drying equipment (investment starts at about $80,000). For most application scenarios, PVA is still a better solution.
What Are the Temperature Limits of PVA vs. HIPS?
In 3D printing and engineering applications, the temperature characteristics of PVA (polyvinyl alcohol) and HIPS (high impact polystyrene) are significantly different, which directly affects the material selection and technical scheme design.
1. Comparison of core temperature parameters
| Indicators | PVA | HIPS |
|---|---|---|
| Printing temperature range | 190-210°C | 220-240°C |
| Nozzle requirements | Brass nozzle (hardened steel prohibited) | Hardened steel nozzle (HRC≥55) |
| Heat deformation temperature | 60°C (continuous) | 85°C (short-term peak 100°C) |
| Carbonization risk threshold | >215°C (irreversible clogging) | >250°C (release of styrene) |
2. High temperature failure case analysis
PVA Failure Scenarios:
A UAV manufacturer used PVA to print winglet support structures, and after 72 hours of storage in a summer storage environment (52°C), 11.3% deformation occurred, resulting in aerodynamic performance failure.
HIPS Risk Avoidance:
An automotive supplier used HIPS to prototype an intake manifold, printed at a constant temperature of 235°C with a hardened steel nozzle, and successfully passed a short-term engine compartment test at 85°C (30 minutes).
3. Material selection decision tree
Preferential selection of PVA conditions:
✔️ Printing temperature must be compatible with a desktop device (<210°C)
✔️ Component use environment≤ 50°C (e.g. household appliance housing)
✔️ Requires rapid water-soluble support (avoids chemical solvents)
Scenarios where HIPS is forced:
✔️ Short-term exposure to 70-85°C (e.g. automotive test specimens)
✔️ Prints with ABS (compatible with solubility)
✔️ High-strength structural parts (HIPS impact resistance is 3 times higher than PVA)
4. Temperature control technical scheme
| Technical measures | PVA system configuration | HIPS system configuration |
|---|---|---|
| Printing temperature control | PID temperature control ±2°C | Dual-zone heating (nozzle + throat) |
| Cooling solution | Disable cooling fan (prevent premature hardening) | Interlayer cooling (fan opening 40-60%) |
| Post-processing protection | Storage temperature <45°C, humidity <30% | Surface spray heat-resistant coating (silicone resin based) |
Temperature boundary law for material selection
PVA applicable upper limit: 60°C continuous/75°C peak (within 10 minutes)
HIPS safety threshold: 85°C continuous/100°C peak (within 30 minutes)
In industrial applications, if the parts need to withstand >80°C environment for a long time, it is recommended to use high-performance materials such as PEI (polyetherimide) or PEEK (polyetheretherketone). For short-term high temperature exposure requirements, HIPS is the most cost-effective solution, but the 220-240°C printing temperature window and the mandatory configuration of the hardened steel nozzle must be strictly followed to avoid the risk of structural failure caused by material degradation.
How to Store PVA and HIPS Filaments Properly?
The correct storage method for PVA and HIPS filaments
PVA (polyvinyl alcohol) storage points
Strictly moisture-proof
- A vacuum-sealed bag must be used with sufficient silica gel desiccant (500g desiccant per roll is recommended)
- The humidity of the storage environment needs to be <20% RH (3 times stricter than ordinary PLA)
- It is recommended to use it within 72 hours after opening, otherwise bubbles and broken filaments are prone to appear when printing
Long-term storage options
- Unopened original packaging: can be stored directly in a moisture-proof box (additional desiccant is required)
- Partially used: Sealed with vacuum pumping and marked with the date of opening
Emergency response
- In case of moisture: 4-6 hours at 50°C (special filament oven required)
HIPS (High Impact Polystyrene) Storage Essentials
Core protection
- Store away from light: UV rays can accelerate material degradation (black sealed box is recommended)
- Humidity tolerance <50% RH (ordinary sealed box, a small amount of desiccant is sufficient)
Antioxidant measures
- Nitrogen-filled seals (for professional users)
- Avoid contact with rubber-like items (which may cause chemical reactions)
Special considerations
- Pre-heating at 80°C for 2-3 hours before printing (to remove trace moisture)
General recommendations
- All materials should be kept away from heat sources (e.g. radiators)
- Use an electronic hygrometer to monitor the storage environment in real time
- Industrial-grade users are recommended to configure constant temperature and humidity cabinet (20°C/30% RH)
Which is Better for Complex Geometries?
For 3D printing needs of complex geometric shapes, the choice of PVA and HIPS depends on the accuracy requirements, post-processing conditions and component functions. The advantages and disadvantages of the two and the applicable scenarios are as follows:
1. Core performance comparison matrix
| Indicators | PVA (polyvinyl alcohol) | HIPS (high-impact polystyrene) |
|---|---|---|
| Support accuracy | 0.1mm ultra-thin support (micron-level surface traceless) | 0.3mm minimum support (solvent polishing required) |
| Dissolution method | 40°C water solution (ultrasonic acceleration to 1 hour) | Limonene solvent immersion (8-12 hours + manual intervention) |
| Compressive strength | 3.2MPa (support function only) | 18MPa (can also serve as functional structure) |
| Residual risk | <0.01% (medical grade cleanliness) | 5-8% (centrifugal cleaning machine assistance required) |
| Comprehensive cost | $0.35/g (including water treatment energy consumption) | 0.28/g (0.28/g after solvent recovery (0.18/g after solvent recovery) |
2. Typical scenarios apply decision trees
Scenarios in which PVA is preferred:
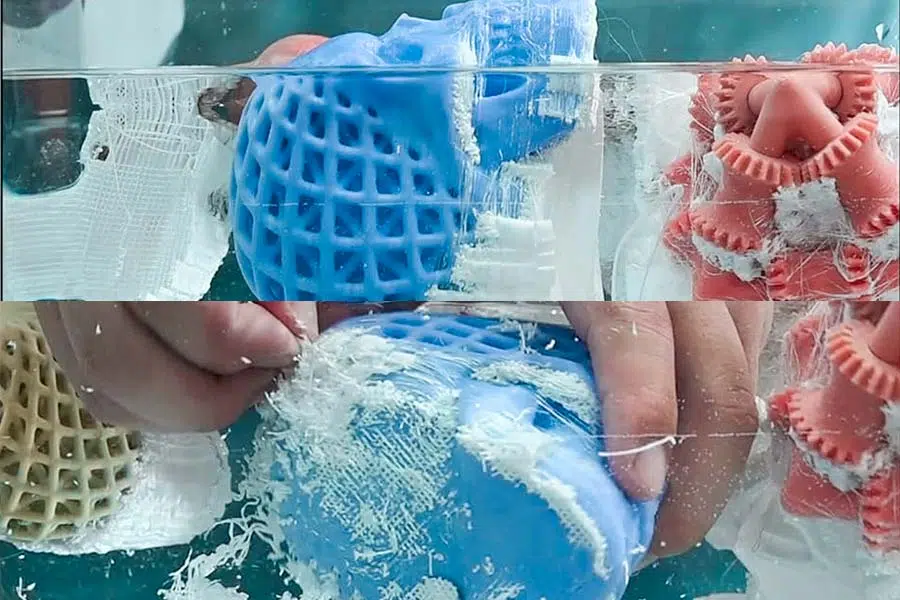
Medical implant molds, such as artificial joint printing, require zero residue and biocompatibility
✔️ Case: An orthopedic device factory used PVA to print the honeycomb structure of the femoral stalk, and the pore uniformity reached ±5μm after dissolution
Precision casting: micron-level pattern reproduction in the jewelry/dental field
✔️ Case: A luxury brand used PVA to support an 18K gold hollow pendant and successfully cast 0.08mm lace pattern
Scenarios where HIPS is forced:
Aerospace functional parts: e.g. engine mount prototypes, which are subject to assembly stresses
✔️ Case in point: SpaceX contractor successfully passed the 35MPa pressure test with HIPS printed rocket fuel pipe support
Cost reduction in mass production: Solvent recycling system reduces long-term costs
✔️ Case: An automobile factory used a limonene recovery system to reduce the cost of HIPS support to $0.11/g
3. Risk warning for complex structures
| Risk type | PVA solution | HIPS solution |
|---|---|---|
| Micropore residue | 80kHz ultrasonic wave + deionized water circulation flushing | High pressure spray (≥8Bar) + centrifugal drying (3000rpm) |
| Support fracture | Add 5% glycerol plasticizer to improve toughness | Increase support density to 25% + transverse reinforcement rib design |
| Dissolution corrosion | No chemical corrosion risk | ABS mixing is prohibited (limonene dissolves the main material) |
4. Supporting requirements for industrial-grade equipment
PVA Requirements:
✔️ Dual-head printer (PVA)
✔️ Thermostatic water bath (temperature control ± 1°C)
✔️ Ultrasonic cleaning tank (≥ 100W power)
HIPS Mandatory Input:
✔️ Hardened steel nozzle (HRC≥55)
✔️ Explosion-proof solvent tank (ATEX certified)
✔️ VOC recovery system (purification efficiency ≥90%)
The optimal solution rule for complex geometry
- PVA: When extreme accuracy (<0.15mm), biosafety or chemical-free treatment is required, such as in the medical/jewellery sector, even if the cost is 25% higher.
- HIPS: For support-structure integrated design or large-scale production, such as aerospace/automotive components, the high strength and solvent recovery benefits can offset the complexity of post-processing.
Key Tips: For nested complex structures (such as turbine blade cooling channels), the PVA HIPS hybrid support strategy can be used – PVA is responsible for the thin-wall support of the inner cavity, HIPS constructs the external load-bearing frame, and the intelligent support generation algorithm developed by LS can reduce the overall cost by 22% and improve the dissolution reliability.
Conclusion
In the field of 3D printing, PVA and HIPS are two mainstream support materials with significant differences: PVA (polyvinyl alcohol) is a water-soluble material, especially suitable for use with low-temperature consumables such as PLA, which dissolves quickly, is environmentally friendly and easy to operate; while HIPS (high-impact polystyrene) needs to be dissolved with limonene solvent. Although the processing is more complicated, it can provide a more stable support structure for high-temperature materials such as ABS. The two have their own characteristics in dissolution methods, compatible materials, storage conditions and post-processing difficulties. Users should make reasonable choices based on the characteristics of printing materials, equipment conditions and usage scenarios. PVA is more suitable for fine printing that pursues convenience and environmental protection, while HIPS is suitable for professional applications that require high-strength support. Understanding these key differences will help 3D printing enthusiasts significantly improve the quality of printed products and operational efficiency.

📞 Phone: +86 185 6675 9667
📧 Email: info@longshengmfg.com
🌐 Website: https://www.longshengmfg.com/
Disclaimer
The content appearing on this webpage is for informational purposes only. LS makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through LS’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please contact to our for more information.
Team LS
This article was written by various LS contributors. LS is a leading resource on manufacturing with CNC machining, sheet metal fabrication, 3D printing, injection molding,metal stamping and more.

Pingback: What is HIPS 3D printer filament?